Robotics specialist FANUC has supported robot integrator DForce Engineering with the design and installation of two complete automation cells for aluminium underbody components for a prestigious automotive manufacturer.
Leicester-based DForce Engineering Ltd has a portfolio of blue-chip clients in the automotive, nuclear and aerospace industries. The Sertec Group, a worldwide business in the automotive industry, is one of its key customers. The relationship has evolved from jig and fixture design to manufacturing, planning and software design, to full system supply. For their latest project, DForce sought the robotics expertise of FANUC UK.
With the arrival of a new vehicle concept, DForce’s client Sertec sought two complete automation cells for the self-pierce riveting (SPR) and self-pierce studding (SPS) of aluminium underbody components as four complete sub-assemblies for its UK automotive production line. At the heart of each cell was a FANUC robot.
“FANUC robots are a benchmark in the automotive industry. They were a natural choice for this project,” says DForce Director Gary Hill.

Speedy simulation
The project was initially commissioned in December 2021 with the two completed cells entering production at Sertec in March 2022. The design of both cells took just eight weeks, with another 16 weeks required for manufacture and assembly. According to Gary, FANUC’s ROBOGUIDE system was essential to this rapid turnaround: “ROBOGUIDE was used to simulate both the robot’s motion and its application commands, significantly reducing the creation of new motion set-ups,” he says. “It enabled us to design, test and modify both cells entirely offline, before and during the assembly process.”
ROBOGUIDE reduces the validation time for automation solutions during the concept stage. Customer part models and assemblies can be imported from a PC as CAD data, and the software also features an extensive library that allows users to select and modify parts and dimensions as required.
“Simulating both the robot’s motion and application commands, ROBOGUIDE significantly cuts validation time,” explains Oliver Selby, FANUC UK’s Head of Sales. “The in-built tools allow for a high degree of de-risking and ensure hassle-free installation down the line. It was the ideal choice for this project and really helped to speed up the design and modification process.”
Precision and strength
As well as reducing design time, DForce wanted to make cost and space savings too, as Gary explains: “We proposed using the larger of the cells with the addition of RH & LH self-pierce studded assembly parts, running three different assemblies through one cell by using a FANUC R2000iC robot. This essentially cut the cost, floor area and cycle times for Sertec by delivering two cells instead of three.”
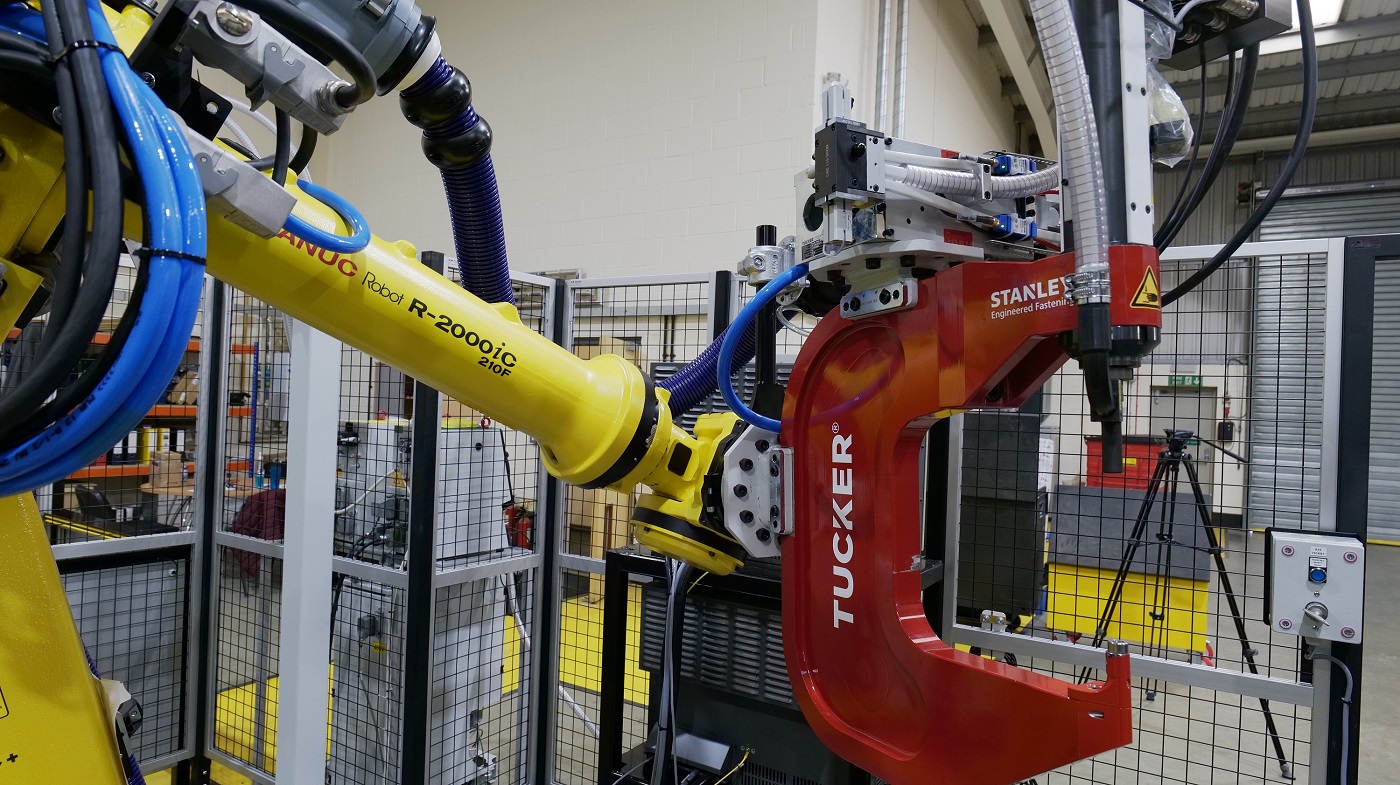
The first cell comprises two manual loading and unloading stations, each working seamlessly with a FANUC R2000iC robot. On one side, two assembly stations fix together both two and three components, a process requiring self-pierce rivets of two differing lengths and studs. The robot specified here – an R2000iC/210F – has a 210kg Stanley Tucker dual-feed rivet gun attached and can accurately identify both the correct part and rivets.
“We needed the capacity of the FANUC R2000iC/210F robot, as the rivet gun is very heavy,” says Gary. “With this weight attached, the R2000iC/210F robot has to maintain both a positional and repeatability accuracy of +/-0.1mm. The kinematics and precision are outstanding as the R2000iC/210F moves the rivet gun with exceptional repeatability, 24 hours a day. Once riveted, the robot moves the rivet gun to the dual rivet load docking stand to reload.”
Labour saving
As the first process happens, the second manual load station in the cell is loaded with parts subsequently collected by the second FANUC robot, an R2000iC/165F. This picks up the first completed assembly using a double-sided gripper and transfers it to a TOX pressing machine inserting self-pierce studs. Once studs are inserted to join all three parts, the completed assemblies are removed from the TOX machine by the robot and transferred to the unloading conveyors.
Despite the differing payloads, the two R2000iC 6-axis robots both have an impressive reach of 2,655mm, a compact 771x610mm footprint and repeat accuracy of +/-0.05mm – well within the requirements of this project.
Gary says: “The cell has an output of over 80,000 parts per annum with a 96-second cycle time for the three assemblies, all of which require either studs or SPRs of varying lengths or both. This process used to take around eight seconds per stud adding on time for loading, unloading, re-positioning the part and waiting for the machine. With the new cell, the operator can spend 20 seconds loading the station and then move to another task while the cell processes the parts. This reduces time and labour massively.”
Reliable and consistent
The second and smaller cell incorporates a manual load and unload station for two-part variants, as well as rivet bowl feeders with two different stud sizes. The FANUC M-20iA/35M robot transfers the assemblies from the manual load and TOX pressing station to the dual feed TOX pressing station while also selecting the suitable stud for the respective part.
“The FANUC M-20iA/35M robot is perfect for this cell as it’s compact with a maximum payload of 35kg. This is ideal for this assembly as the gripper is 28kg and the assembly weighs just 2kg,” explains Gary. “With space at a premium, the high inertia robot with its reach of 1,813mm has a footprint of just 383x343mm.”
This smaller robot has a repeatability of +/-0.03mm and can identify the different hole positions and rivet sizes and positions before pressing the 10 rivets through the holes for processing. “This cell requires four studs at the start position and another six throughout the process – all done automatically with precision, repeatability, consistency and speed,” adds Gary. “The cycle time for this cell is just 76 seconds, which once again allows the operator to load the station and do other tasks.”
Guaranteed to deliver
Both cells provide quality assurance and consistency. Manual riveting is susceptible to human error, but the automated cells provide 100% consistent performance eliminating any potential operator error, as it monitors every step of the process.
“We’re really pleased this project has run on schedule; FANUC has been outstanding,” concludes Gary. “The robots have delivered everything we have required with precision, speed and repeatability, and FANUC’s ROBOGUIDE compressed the timescale of the project immensely. In this instance, our customer is using a different PLC system on PROFINET and the FANUC platform is Ethernet. However, FANUC engineers supported us at every stage of the process and this further streamlined the project.”
“DForce were able to utilise ROBOGUIDE to afford their employees more time for value-added tasks,” adds Oliver Selby. “With recruitment and retention a concern for so many manufacturers, automation represents a cost-effective and productivity-boosting alternative. This project is a classic example of how utilisation of the correct tools can deliver real-world benefits to UK manufacturers.”